
Automotive Forming Simulation
The objective was to simulate the bilinear sheet metal with linear flow curve of plasticity.
The automotive sheet metal forming requires extreme precision and accuracy in almost every parameter related to manufacturing. Even a slight mismatch in the process parameter or tooling can cause a serious flaws in final product.
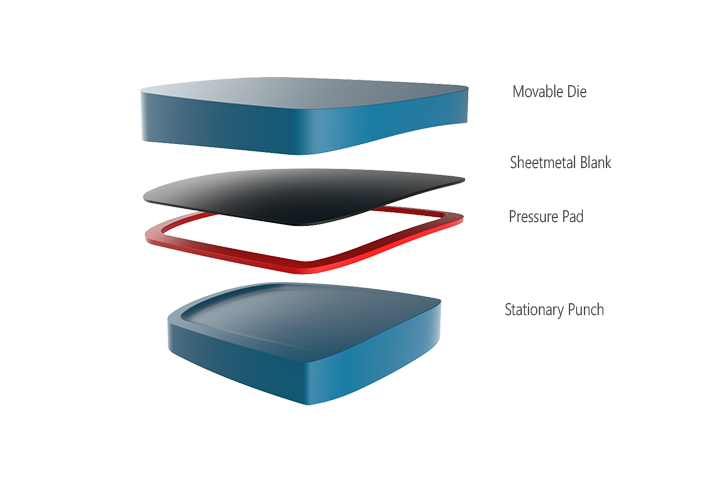
The forming mechanism involves key process such as 1. Loading Blank in the tool, 2. Holding blank in the tool through Pressure Pad, 3. Collapsing the die and Punch to give the shape. However, there are many other key steps and tooling arrangement which has not been described here such as vibrational dampers on Bottom Punch and Progressive Forming etc.

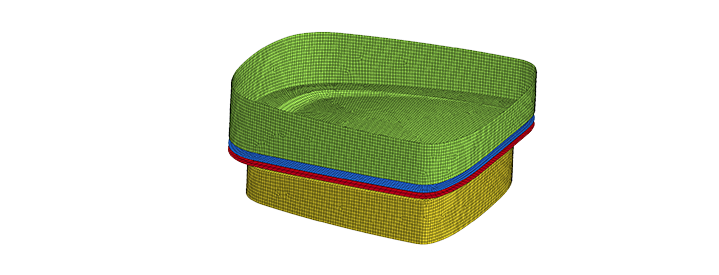
FE simulation involved here is an explicit method with Belytschko-Tsay shell element of forming tool. The tools are kept rigid whereas the blank is modeled as bilinear plastic model. The sheet metal thickness is kept as 0.98mm with 0.02mm tooling clearance during forming.
Simulation Result –
The simulation was done with certain assumption which would not affect much of its behavior after forming such as assuming linear flow curve for plasticity , appropriate contact penalty and hourglass effect.
Thickness Deviation –
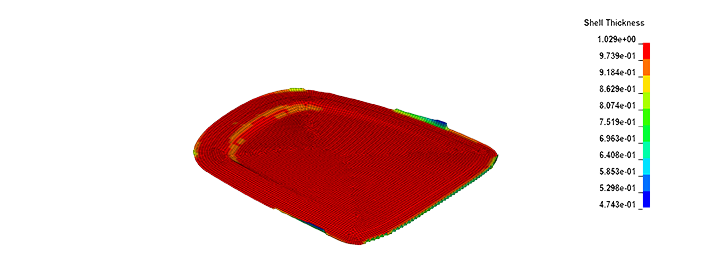
It can be seen from the result that the flow is uniform except for the area where sharp curvature is encountered. The experimentally determined r-value and directional anisotropy in the present model will ensure that the flow is as a result of thickness variation. Otherwise, the forming defect such as wrinkle and surface defect may occur.
von-Mises Stress Distribution –
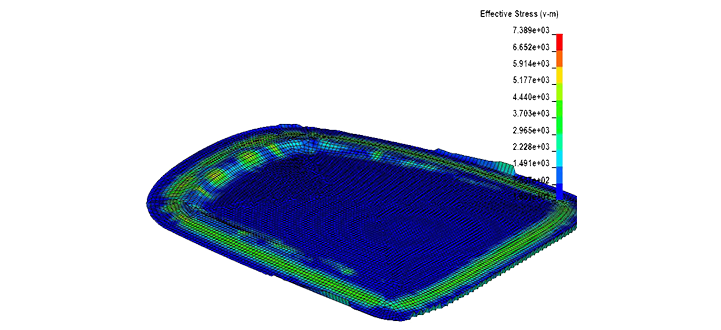
The stress distribution does not seems to be correct and uniform over entire surface. The edges looks more uneven and have lots of kinks. Better understanding is obtained with the Forming Limit Diagram which gives better picture of surface defects.
There are other key features of tooling which has been ignored here such as rim/edge builds on pressure pad which holds the blank firmly on the tool. This has a significant impact on surface defect and necking of sheet metal. Hence, it can be inferred that the pressure pad needs to have an edge builds to ensure uniform plastic stress. Further more for a relatively complex automotive shape, the progressive forming gives better result with plasticity.